AMRI Findings Presentation, 2014
This is an adapted version of my final presentation (10 min) where I presented my findings to the RICE community at the conclusion of my fellowship at the 2014 Advanced Manufacturing Research Institute.

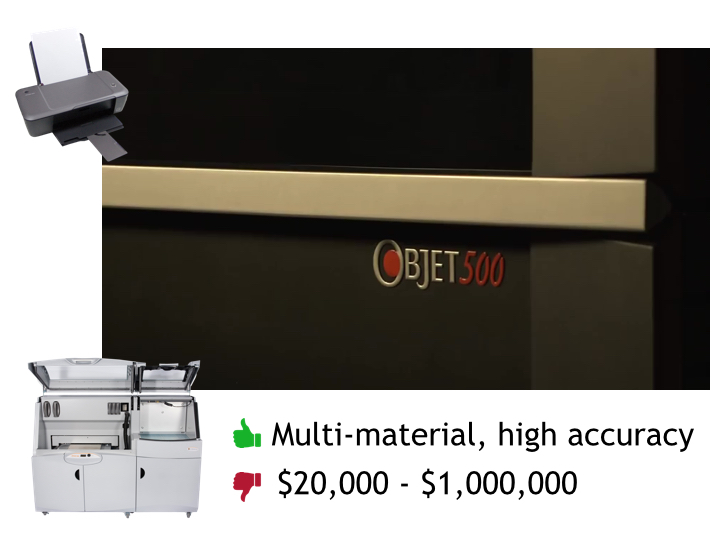
Inkjet 3D Printers are among the most advanced 3D printers available. The high level of precision and ability to print in many materials could allow these printers to be great tools for researching the 3d printing of biomaterials, Unfortunately there are several barriers preventing this.
Inkjet 3D printers are very high cost machines and modification of these machines is prevented by various software locks. There is need for a more affordable, open-source, and hackable option for inkjet 3d printing.
AMRI has created a project to find an open source solution for 3D inkjet printing. This project began in AMRI 2013 with Steve Kelly heading R&D for a proof of concept workflow for open source two-dimensional (2D) inkjet Printing. This year at AMRI 2014 I led furthur development of this project, working from Kelly's work as a launchpad, I built a workflow for three-dimensional (3D) inkjet printing .
Summary of Steve Kelly's work from AMRI 2013:
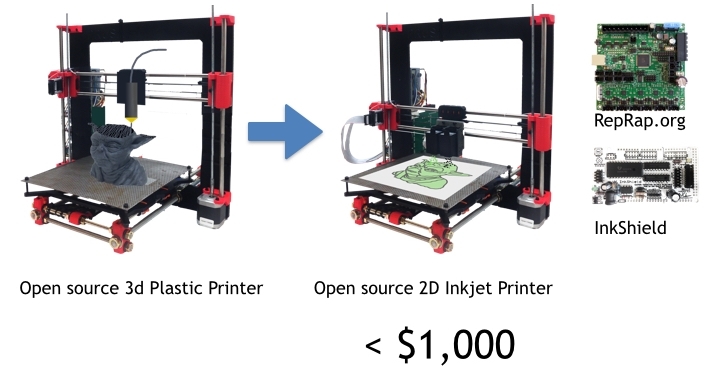
Steve Kelly Began with this very popular open source reprap 3d printer. This design is built and used by many people and all of the red pieces are 3D printed by another printer. This machine works by melting plastic and extruding it layer-by-layer in the shape of your object.
Steve Kelly asked: Would it be possible to modify this printer to become an open source inkjet printer?
He answered that question by building a proof of concept workflow for 2D inkjet printing. And he did it for under $1,000 using all open source hardware.
Another major component of this work was writing a program for converting a bitmap image to machine code which allows this basic 3D printer to use an inkjet cartridge as its toolhead.

Inkjet Printing is just like Pointilism painting. In this painting it was the artist who translated what they saw into movements of a brush, these individual brushstrokes working together can form an image
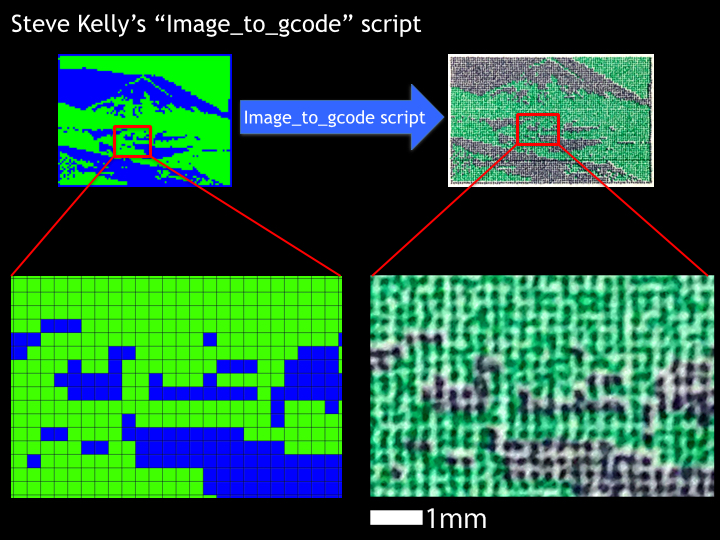
The program for inkjet printing that Steve Kelly wrote looks at each pixel of a bitmap image and uses that to control the precise firing of an inkjet cartridge.

Custom hardware was designed to support the precise testing of multiple print mediums, all of this new hardware was 3D printed.

The new hardware installed on the 3D Printer

Before printing with new materials or printing in 3D, characterization of 2D printing with HP ink was conducted as a control. We conducted some basic ballistic experiments to see how ink droplets performed when being fired from different distances from the print surface.
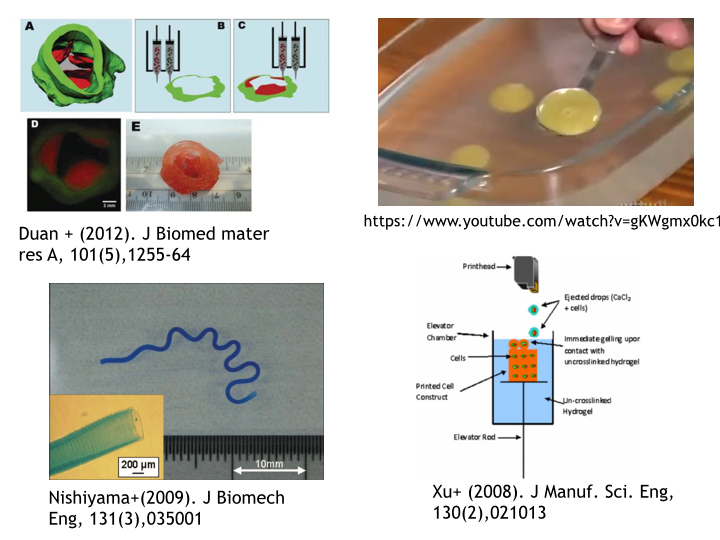
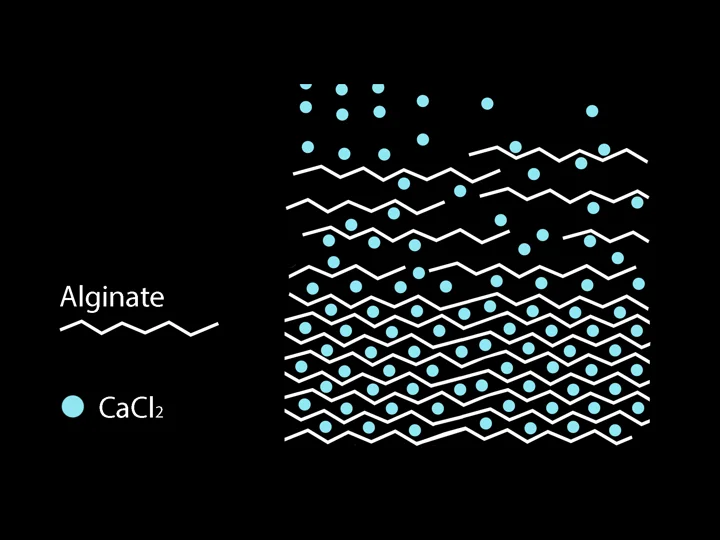
Alginate was a really interesting material to focus on because it is biocompatible, food safe, has already been used for 3D printing, and has a very interesting and useful property that it gels when in contact with Calcium. This was a property that could be leverage for building in 3D.
In order to test new materials using the HP ink cartridges, the cartridges were emptied by milling off the tops, removing the ink sponge, washing, and then bleeding out all of the ink.





For the first experiments with inkjet printing alginate, we printed microspheres of alginate into a CaCl solution. By testing different concentrations of each, we were able to understand how these materials behaved and had a great starting point for beginning to print in 3D. For example, we learned that a slightly lower concentration of calcium caused a slower reaction, allowing the droplets to form spheres before gelling, at a higher concentration, the droplets gelled upon hitting the surface of CaCl, forming a sheet of hydrogel.
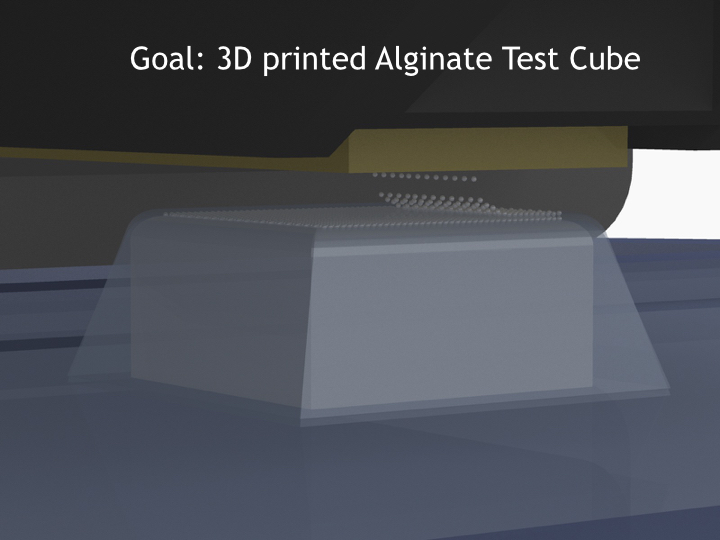

With a lot of information gathered about the materials and capabilities of the inkjet printing process, We were able to move forward with the goal of 3D printing a cube of alginate hydrogel. The printing process for 3D Printing uses two ink cartridges: one filled with an Alginate mix, the other filled with a CaCl solution. A 2D slice of the cube is printed in alginate, and then a duplicate slice is printed on top of the alginate in the CaCl solution, causing that slice to gel. This cycle repeats, stacking many gelled 2D slices to build up a 3D form.

Side view: 400 layers, 3D inkjet printed calcium alginate hydrogel
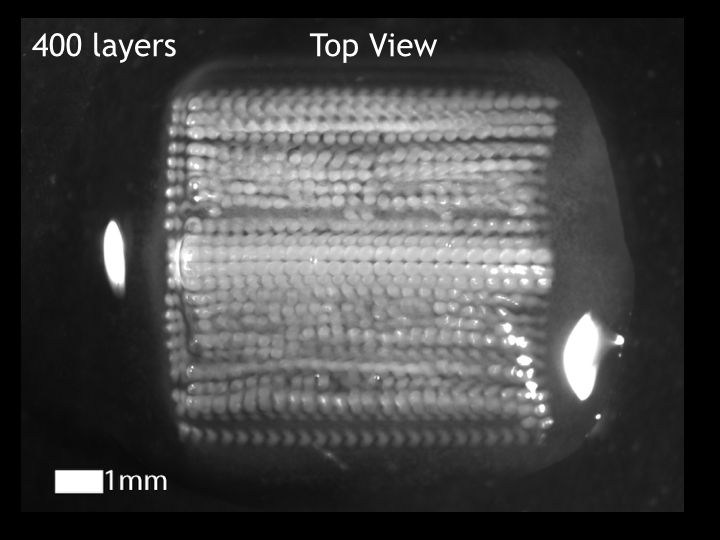
Top view: 400 layers, 3D inkjet printed calcium alginate hydrogel

In this image, you can see how the structure of the 3D print compares to the 2D print. In place of a droplet of ink, there is a column of stacked droplets of calcium alginate Hydrogel.


When this print was washed in water, all of the individual columns separated from each other. This was really interesting because it allowed me to really see clearly into the structure of the print. We were able to see and measure the individual droplets of alginate. Seeing the separated columns also revealed that the droplets were not spaced close enough to actually stick together and form a homogenous solid.

The spacing of the droplet pattern is based on the spacing of the inkjet nozzles and is therefore relatively fixed. In order to tighten the spacing, I worked with AMRI fellow Nick Parker to modify the original image to gcode script to incorporate a dithering pattern. this interpolates an extra droplet between droplets in the X and Y axis.

The dithering patterns applied to the 2D printing with ink

The dithering patterns applied to the 3D printing with Alginate
Adding the dithering patterns was successful in making a more solid print, but did not entirely solve the problem. Even the third print with the most dithering still had pockets of irregularly gelled alginate and fell apart into chunks.

As we learned from the microspheres experiments, the rate of gelling is largely affected by the concentration of CaCl in the curing bath. We guessed that the concentration might be too high causing the droplets to gel to quickly, and not bonding with each other. We lowered the CaCl concentration to 0.5%. This in combination with the dithering pattern was successful in creating a fully solid 3D print.
Timelapse video 3D inkjet printing Calcium Alginate Hydrogel. (Video: 20x speed 0.5% wt CaCl2 solution, 2% Alginate mixture)

At a layer height of less than 5µm, this 'cube' is over 1400 layers
This was very successful in that it demonstrated the ability to 3D print with inkjet and with good control over the parameters involved, but its still not a perfect cube, there's a lot to figure out still involving the control of this material. As you can see in the photo above, there is a large convex meniscus distorting the shape of the print.

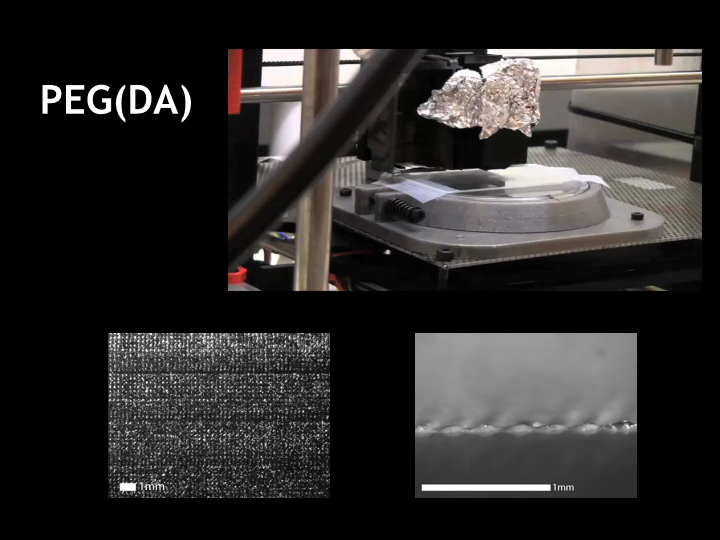
While printing with alginate demonstrated the best results, the compatibility of several other materials were being tested simultaneously. We tested several other materials and processes including UV-reactive resins, and PEGD(DA) hydrogel.

The next steps moving forward: there is a lot of work to be done to further understand and refine the printing of alginate. 1) One of the next steps to see how droplets are joining with each other individually it to impregnate mixes of alginate with contrasting fluorescent dyes. 2) Printing more complex geometries will help to reveal more material and process limitations & qualities. 3) More testing can be done with UV-reactive polymers using the custom designed UV lamp assembly. 4) A roller assembly was designed to control and smooth out the convex meniscus, more testing needs to be done with this.
